




1.什么是波峰焊,回流焊?与此相关的生产应注意什么?
波峰焊是指将熔化的软钎焊料(铅锡合金),经电动泵或电磁泵喷流成设计要求的焊料波峰,亦可通过向焊料池注入氮气来形成,使预先装有元器件的印制板通过焊料波峰,实现元器件焊端或引脚与印制板焊盘之间机械与电气连接的软钎焊。根据机器所使用不同几何形状的波峰,波峰焊系统可分许多种。
波峰焊流程:将元件插入相应的元件孔中 →预涂助焊剂 → 预烘(温度90-1000C,长度1-1.2m) → 波峰焊(220-2400C) → 切除多余插件脚 → 检查。
回流焊工艺是通过重新熔化预先分配到印制板焊盘上的膏状软钎焊料,实现表面组装元器件焊端或引脚与印制板焊盘之间机械与电气连接的软钎焊。
波峰焊随着人们对环境保护意识的增强有了新的焊接工艺。以前的是采用锡铅合金,但是铅是重金属对人体有很大的伤害。于是现在有了无铅工艺的产生。它采用了*锡银铜合金*和特殊的助焊剂且焊接接温度的要求更高更高的预热温度还要说一点在PCB板过焊接区后要设立一个冷却区工作站.这一方面是为了防止热冲击另一方面如果有ICT的话会对检测有影响.

2.为什么要用N2保护
随着组装密度的提高,精细间距(Fine pitch)组装技术的出现,产生了充氮回流焊工艺和设备,改善了回流焊的质量和成品率,已成为回流焊的发展方向。氮气回流焊有以下优点:
(1) 防止减少氧化
(2) 提高焊接润湿力,加快润湿速度
(3) 减少锡球的产生,避免桥接,得到列好的焊接质量
得到列好的焊接质量特别重要的是,可以使用更低活性助焊剂的锡膏,同时也能提高焊点的性能,减少基材的变色,但是它的缺点是成本明显的增加,这个增加的成本随氮气的用量而增加,当你需要炉内达到1000ppm含氧量与50ppm含氧量,对氮气的需求是有天壤之别的。现在的锡膏制造厂商都在致力于开发在较高含氧量的气氛中就能进行良好的焊接的免洗焊膏,这样就可以减少氮气的消耗。
对于中回流焊中引入氮气,必须进行成本收益分析,它的收益包括产品的良率,品质的改善,返工或维修费的降低等等,完整无误的分析往往会揭示氮气引入并没有增加最终成本,相反,我们却能从中收益。
在目前所使用的大多数炉子都是强制热风循环型的,在这种炉子中控制氮气的消耗不是容易的事。有几种方法来减少氮气的消耗量,减少炉子进出口的开口面积,很重要的一点就是要用隔板,卷帘或类似的装置来阻挡没有用到的那部分进出口的空间,另外一种方式是利用热的氮气层比空气轻且不易混合的原理,在设计炉的时候就使得加热腔比进出口都高,这样加热腔内形成自然氮气层,减少了氮气的补偿量并维护在要求的纯度上。
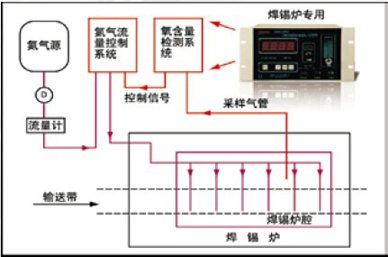
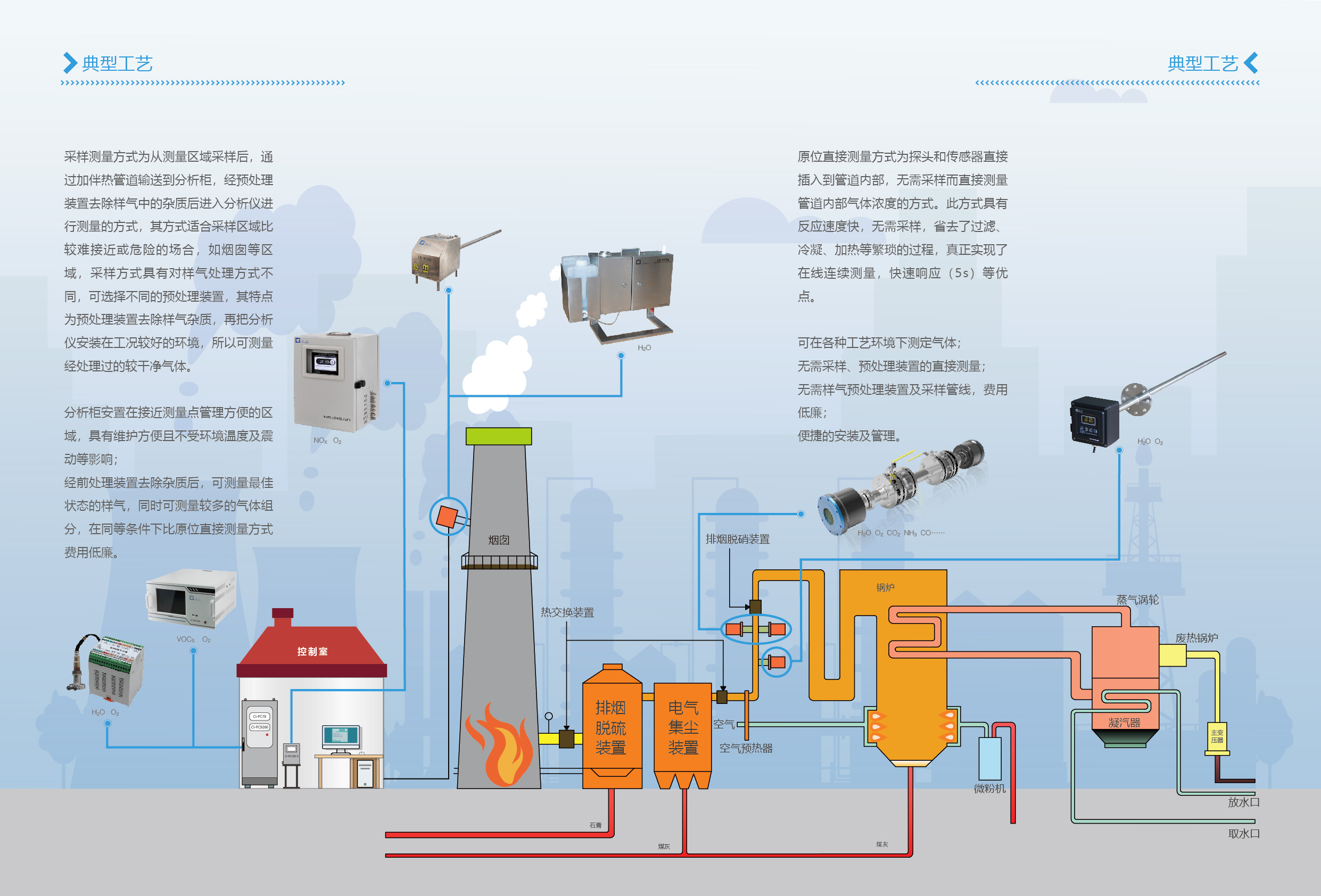
仪表相关应用实例

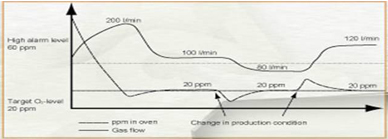
.氧含量与氮气流量调节关系图
工作流程图